Table of Contents

What is PU Coated Fabric and How is it Made?
PU coated fabric is a material enhanced with a polyurethane (PU) layer applied to its surface. This coating enhances the fabric’s durability, elasticity, and resistance to environmental factors. PU is a synthetic polymer derived from petroleum, offering versatility in various industrial applications.
Production Process:
- Base Fabric Selection: Fabrics like polyester or nylon are typically chosen for their strength.
- Polyurethane Application: A PU layer is uniformly applied using techniques like knife-coating or lamination.
- Curing and Finishing: The fabric undergoes curing to ensure proper adhesion and durability, followed by finishing touches for texture and softness.
PU coatings make fabrics lightweight, waterproof, wind-resistant, and flexible, suitable for demanding environments.
Characteristics and Advantages of PU Coated Fabrics
- Durability and Abrasion Resistance: PU coatings improve the fabric's resistance to wear and tear, making it ideal for industrial uses.
- Breathability: Unlike PVC-coated fabrics, PU coatings allow moisture to escape, enhancing comfort in applications like clothing and covers.
- Waterproofing: The PU layer prevents water penetration, making it suitable for outdoor applications.
- Flexibility: PU coated fabrics retain their elasticity, even under extreme temperatures.
- Lightweight Nature: The fabric remains lightweight despite the coating, ensuring ease of handling and transport.
- Resistance to Chemicals: PU coatings resist damage from oils, greases, and mild acids, making them suitable for industrial environments.
- Tear Strength: High tensile strength ensures durability even under stress.
- UV Protection: UV-resistant formulations prevent fading or degradation under sunlight, extending the fabric's lifespan.
- Fire Resistance: Some PU coated fabrics are treated to meet fire-retardant standards, ideal for safety applications.
- Customizability: Available in various colors, finishes (matte, glossy), and thicknesses to suit specific needs.
- Low Maintenance: Easy to clean and maintain due to the smooth, non-porous surface.
- Flexibility in Extreme Temperatures: Performs well in both high and low-temperature environments without cracking or hardening.
- Hydrostatic Resistance: High water pressure tolerance, making it perfect for outdoor and waterproof applications.
- Eco-Friendly Options: Water-based PU coatings and recyclable materials are available for sustainable production.

PU car seat protective cover
Applications of PU Coated Fabrics in Industrial Manufacturing
PU coated fabrics are highly versatile, finding uses across various industries:
- Outdoor Gear and Clothing:
Used for tents, jackets, and backpacks due to their waterproof and breathable properties. - Automotive and Aerospace:
PU coatings enhance the durability of seat covers, insulation materials, and protective barriers. - Medical Equipment:
Applied to create waterproof seals and protective clothing. - Industrial Equipment Covers:
PU coated fabrics protect machinery from dust, moisture, and extreme temperatures. - Robotics and Insulation:
Used in robotic covers, insulation blankets, and turbine jackets for high-performance industries. - Protective Covers:
Used for machinery and industrial equipment to guard against moisture, dust, and debris. - Transportation and Logistics:
Ideal for tarpaulins, truck covers, and cargo hold liners due to their waterproof and tear-resistant nature. - Sports and Outdoor Equipment:
Common in making inflatable boats, kayaks, and sports mats for their lightweight and durable properties. - Medical Sector:
PU coated fabrics are used in hospital mattresses, surgical gowns, and sterile equipment covers due to their waterproof and antibacterial features. - Industrial Conveyor Belts:
Provides wear resistance and smooth surfaces for optimized movement of goods. - Agriculture:
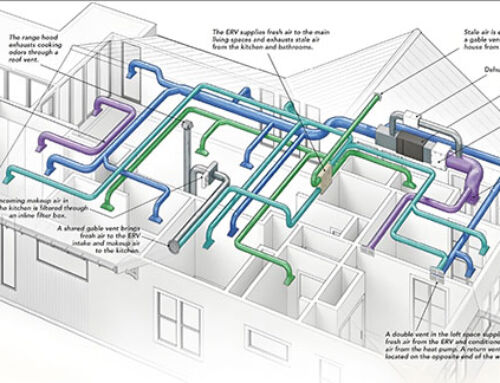
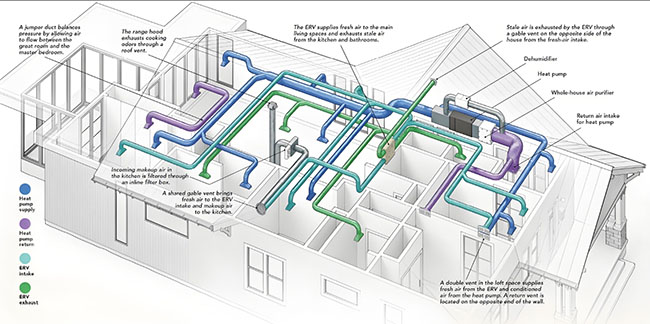
Utilized in greenhouse covers, irrigation liners, and shade cloths. - Flexible Ducting and Ventilation Systems:
Ensures durability and flexibility in air ducts, connectors, and industrial HVAC systems. - Expansion Joints:
Provides sealing and flexibility for structural movements in bridges, pipelines, and buildings. - Personal Protective Equipment (PPE):
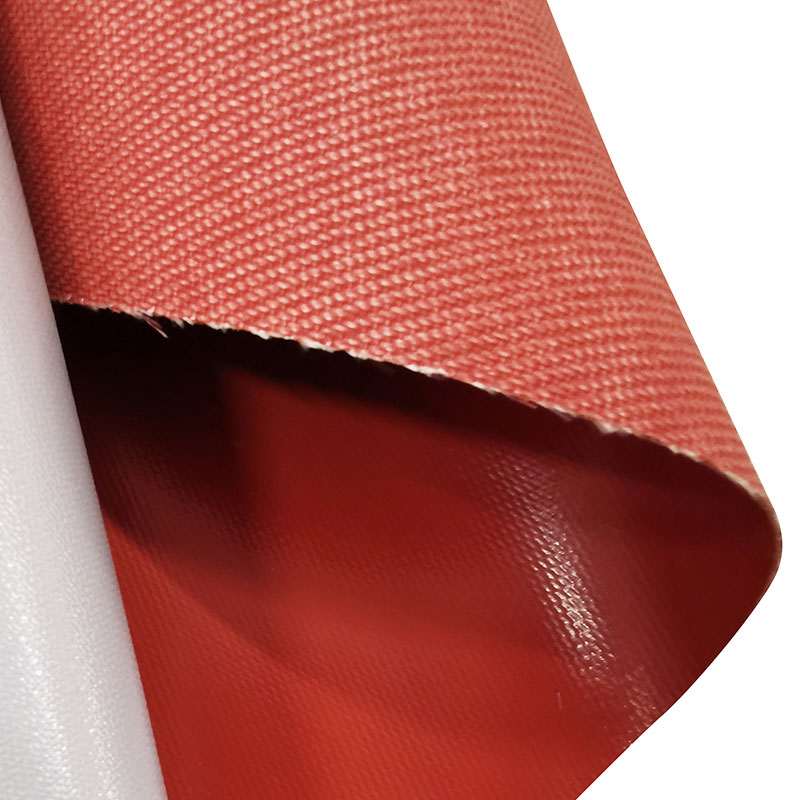
PU fabrics are essential in gloves, aprons, and boots for their liquid-resistant and chemical-resistant properties. - Welding and Insulation Blankets:
Used in high-heat environments for insulation and protection against sparks or molten materials.

Insulation protective clothing scenarios
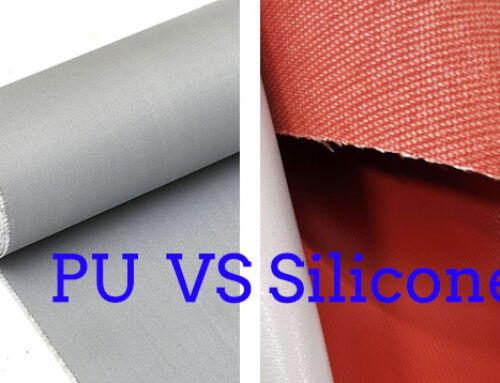
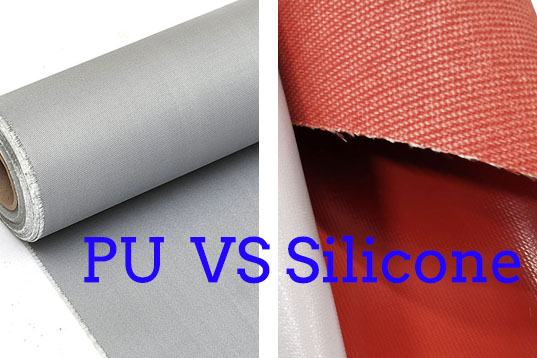
Comparison: PU Coated vs. PVC Coated vs. Silicone Coated Fabrics
| Feature | PU Coated Fabric | PVC Coated Fabric | Silicone Coated Fabric |
|---|---|---|---|
| Environmental Impact | More eco-friendly, fewer toxins | Contains harmful phthalates | Environmentally neutral |
| Cost | Moderate | Low | Higher |
| Breathability | High | Low | Moderate |
| Durability | High | Moderate | Very High |
PU coated fabrics strike a balance between cost-efficiency and performance, outperforming PVC in breathability while being more affordable than silicone alternatives.
Environmental Impact and Sustainability of PU Coated Fabrics
While PU is a synthetic material, it is increasingly produced using eco-friendly methods, such as water-based coatings and biodegradable polymers. Compared to PVC coatings, PU emits fewer volatile organic compounds (VOCs) during manufacturing, reducing environmental harm.
Key Sustainable Practices:
- Recyclable Materials: Some PU coated fabrics are recyclable, promoting a circular economy.
- Low-Toxicity Formulations: Many manufacturers now produce PU coatings free from harmful chemicals like isocyanates.
Market Trends and the Future of PU Coated Fabrics
The demand for PU coated fabrics is rising due to their versatility and sustainability, especially in industries like:
- Robotics and Automation: For protective covers in cutting-edge technologies.
- Construction: PU-coated fabrics are being adopted in flexible duct connectors and insulation materials.
- Consumer Durables: Growth in eco-friendly outdoor gear and wearables.
Future Trends:
- Smart Fabrics: Integration with sensors for advanced applications.
- Biodegradable PU Coatings: Innovations in green chemistry to reduce environmental impact.
- Global Market Growth: Expansion in emerging markets like Vietnam and India.

FAQs About PU Coated Fabrics
- How does PU coated fabric differ from laminated fabric?
PU coating is applied directly to the fabric's surface, whereas laminated fabrics have a separate layer bonded to the material. PU coatings are generally lighter and more flexible. - Is PU coated fabric biodegradable?
Standard PU coatings are not biodegradable, but recent advancements include bio-based PU coatings that are more environmentally friendly. - Can PU coated fabric be recycled?
Yes, many PU coated fabrics are recyclable, particularly water-based PU coatings. - What is the lifespan of PU coated fabric?
The lifespan varies based on usage and care but typically ranges between 5 to 15 years. - Is PU coated fabric suitable for extreme weather conditions?
Yes, it performs well in extreme heat and cold, maintaining flexibility and durability. - Can PU coatings be applied to any type of fabric?
While PU coatings can be applied to various base fabrics (e.g., polyester, nylon, cotton), the choice of fabric depends on the intended application. - Is PU coated fabric breathable?
Yes, PU coatings offer breathability, making them suitable for applications like clothing and covers. - How do you maintain PU coated fabric?
PU coated fabrics can be cleaned with mild soap and water. Avoid harsh chemicals that may degrade the coating. - What industries benefit most from PU coated fabrics?
Industries such as construction, automotive, aerospace, medical, and outdoor equipment heavily rely on PU coated fabrics. - Are PU coatings environmentally friendly?
Modern water-based and solvent-free PU coatings are more environmentally friendly than traditional coatings.
Conclusion
PU coated fabric is a reliable, cost-effective, and environmentally conscious solution for industrial applications. Its durability, breathability, and versatility make it indispensable in various sectors, from outdoor gear to advanced machinery covers.
At YEEDAH, we specialize in providing customizable, top-quality coated fabrics to meet your specific industrial needs. Contact me, Nina Meng, at [email protected] or visit our website www.siliconcoatedfabric.com for more information. Let us help you find the perfect material for your business.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}