Table of Contents
Coated fabrics are essential in various industrial applications, providing crucial protection and durability. At YEEDAH, a leader in manufacturing high-performance industrial fabrics, we understand the critical role these materials play in enhancing safety, efficiency, and cost-effectiveness. Choosing the right coated fabric can make all the difference for your project. In this blog, we explore the top five coated fabrics best suited for industrial uses, highlighting their properties, applications, and why they are trusted by professionals worldwide.

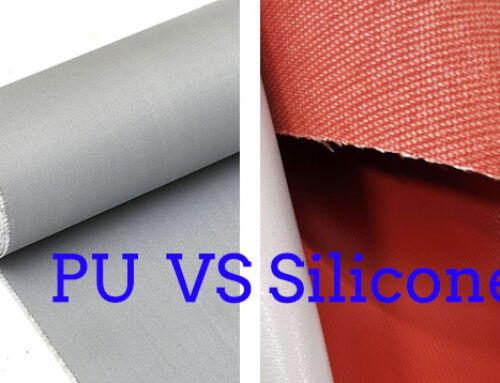
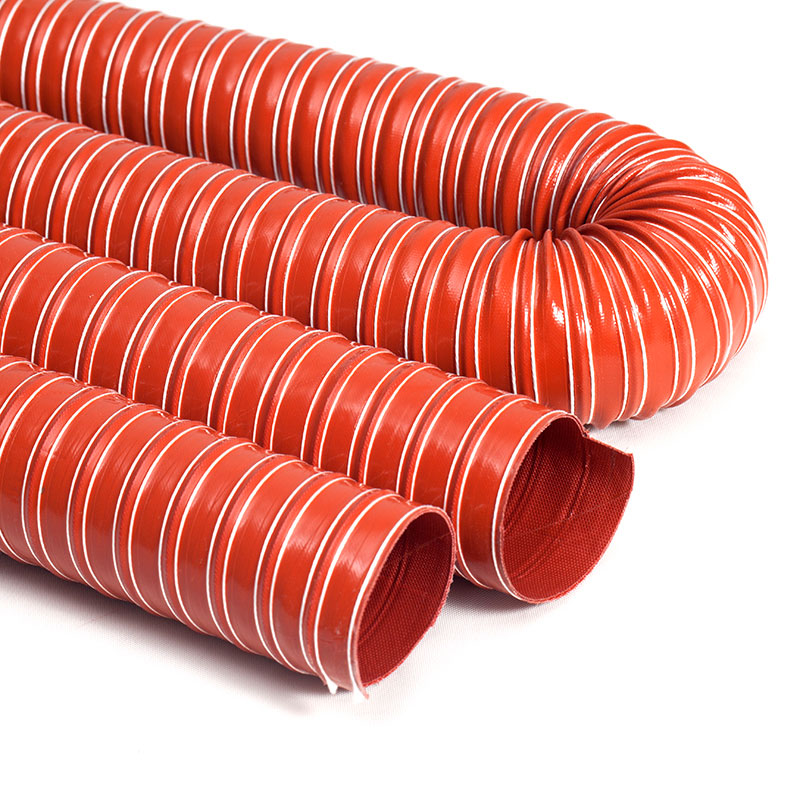
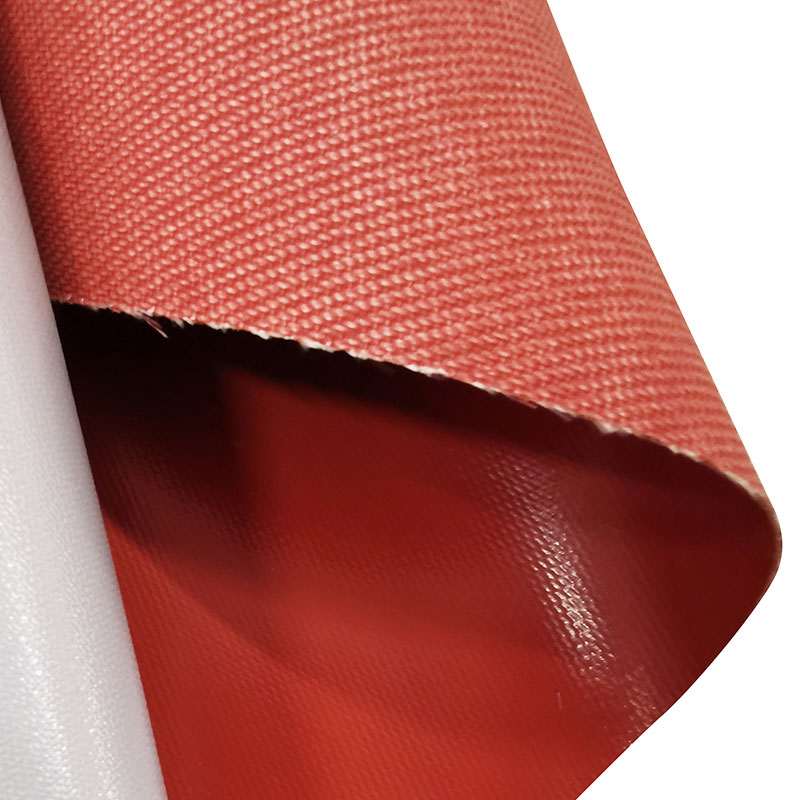
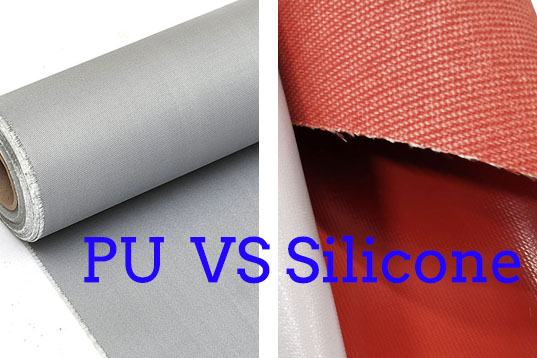
1. Silicone-Coated Fabrics
Properties & Advantages:
Silicone-coated fabrics offer outstanding thermal resistance, flexibility, and electrical insulation. They can withstand extreme temperatures, making them ideal for high-heat environments without compromising performance.
Applications:
These fabrics are widely used in high-temperature insulation jackets, welding blankets, and fireproof curtains. At YEEDAH, many of our clients in industries such as automotive and heavy machinery rely on silicone fabrics to ensure safe operations under intense heat.
Why Choose Silicone?
For applications demanding high-temperature endurance and consistent reliability, silicone-coated fabrics are an optimal choice. Their durability ensures long-term performance, even in harsh industrial settings.

2. Polyurethane-Coated Fabrics
Properties & Advantages:
Lightweight yet incredibly strong, polyurethane-coated fabrics combine high tensile strength with water resistance. They also offer excellent abrasion resistance, making them a versatile option for dynamic industrial environments.
Applications:
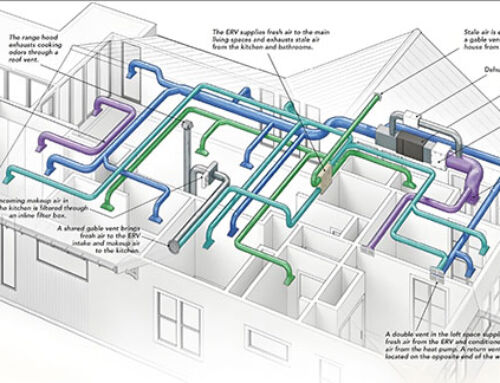
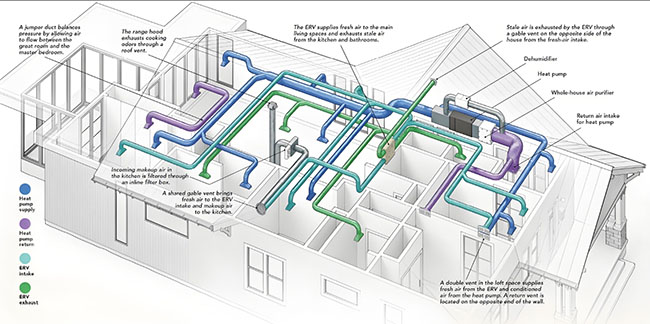
Polyurethane-coated fabrics excel in the production of inflatable structures, protective covers, and flexible ducts. For example, one of our clients in the construction sector successfully used our polyurethane fabrics for durable ventilation systems.
Why Choose Polyurethane?
If your project requires flexible yet robust material that can withstand wear and moisture, polyurethane-coated fabrics are a solid investment. At YEEDAH, we recommend these for outdoor applications where durability is key.

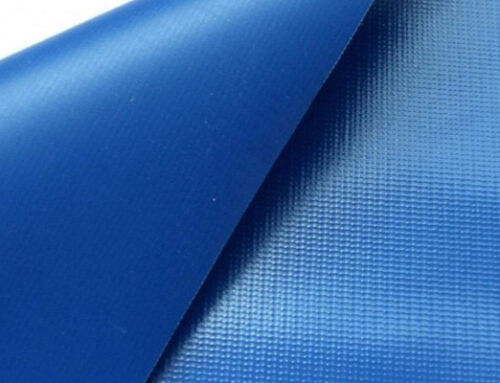
3. PVC-Coated Fabrics
Properties & Advantages:
Cost-effective and fire-retardant, PVC-coated fabrics also offer significant chemical resistance. They are a practical choice for projects requiring heavy-duty yet budget-friendly materials.
Applications:
YEEDAH supplies PVC-coated fabrics for industrial tarpaulins, protective covers, and temporary structures. These fabrics are favored for their balance of quality and affordability, especially in large-scale construction and manufacturing projects.
Why Choose PVC?
For industries where budget constraints are a factor, PVC provides an excellent mix of durability, fire resistance, and cost efficiency. It's an all-purpose solution for projects needing dependable protection at a reasonable price.

4. PTFE-Coated Fabrics
Properties & Advantages:
Renowned for its non-stick properties and exceptional chemical resistance, PTFE-coated fabric withstands extreme temperatures and UV exposure. It remains inert in chemically aggressive environments, making it indispensable for specialized industrial applications.
Applications:
This fabric is commonly used in conveyor belts, non-stick liners, and chemical barriers. Many clients in the pharmaceutical and food processing industries choose PTFE-coated fabrics for their non-reactive surfaces and resistance to high temperatures.
Why Choose PTFE?
For applications requiring robust chemical resistance and high-temperature stability, PTFE is unmatched. Its non-stick and non-flammable qualities make it ideal for environments where cleanliness and chemical durability are critical.

5. Neoprene-Coated Fabrics
Properties & Advantages:
Neoprene-coated fabrics are highly resistant to oil, provide good elasticity, and withstand harsh weather conditions. These characteristics make them a strong contender for demanding environments.
Applications:
Commonly used in gaskets, hoses, and oil containment, neoprene fabrics excel in settings exposed to oils and the elements. Our customers in the marine and automotive sectors have found great success with this material.
Why Choose Neoprene?
For projects requiring resistance to oil and environmental exposure, neoprene is a reliable choice. Its weather and oil resistance ensure long-lasting performance in challenging conditions.
Comparison Table
| Fabric Type | Heat Resistance | Chemical Resistance | Flexibility | Cost |
|---|---|---|---|---|
| Silicone | High | Moderate | Excellent | High |
| Polyurethane | Moderate | Moderate | High | Moderate |
| PVC | Moderate | High | Moderate | Low |
| PTFE | Very High | Very High | Moderate | High |
| Neoprene | Moderate | High | High | Moderate |

Factors to Consider When Choosing a Coated Fabric
Selecting the right coated fabric is crucial for ensuring project success. Consider the following factors:
- Temperature Requirements: For high-temperature applications, silicone and PTFE are ideal, while PVC is better suited for moderate conditions.
- Chemical Exposure: PTFE-coated fabrics are excellent for chemically aggressive environments. Neoprene is also a strong performer against oils.
- Mechanical Strength: Polyurethane-coated fabrics are recommended for projects demanding high tensile strength and abrasion resistance.
- Cost and Availability: PVC is often the most budget-friendly, while PTFE offers specialized properties at a higher cost.
Conclusion
Each coated fabric has unique benefits, and the right choice depends on your specific industrial needs. Silicone-coated fabrics excel in high-heat scenarios, polyurethane offers flexibility and durability, PVC balances quality with affordability, PTFE is unparalleled in chemical resistance, and neoprene is best for oil-heavy environments.
At YEEDAH, we provide tailored solutions to meet your industrial fabric needs. Our expertise ensures you get the right material for your project. Contact us today for a consultation or to request a sample. Let’s work together to ensure your project’s success with our high-quality coated fabrics.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}