Table of Contents

Industrial Hoses: What Are They?
Industrial hoses are the lifeline of industries, ensuring smooth operations in transferring fluids, gases, and solids. From hydraulic systems to food processing, these versatile tools cater to diverse needs. In this comprehensive guide, we’ll explore their types, applications, and the factors you must consider to choose the right one.
What Are Industrial Hoses?
Industrial hoses are specialized flexible tubes designed for transferring liquids, gases, and solids in various industrial applications. They are made of durable materials like rubber, PVC, and metal, offering versatility in handling different temperatures, pressures, and environments. Their adaptability makes them crucial for industries ranging from construction to pharmaceuticals.
Features of Industrial Hoses:
- Durability: Engineered to withstand extreme conditions.
- Flexibility: Adaptable for diverse setups and environments.
- Material Compatibility: Tailored for safe handling of specific substances.
Common Applications:
- Fluid transfer in manufacturing plants.
- Chemical handling in processing facilities.
- Pneumatic tools in construction sites.
Types of Industrial Hoses
Classification by Material
- Rubber Hoses: Known for flexibility, abrasion resistance, and strength.
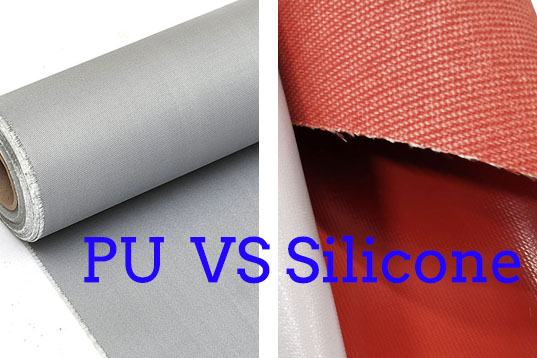
- PVC Hoses: Lightweight and economical, suitable for general applications.
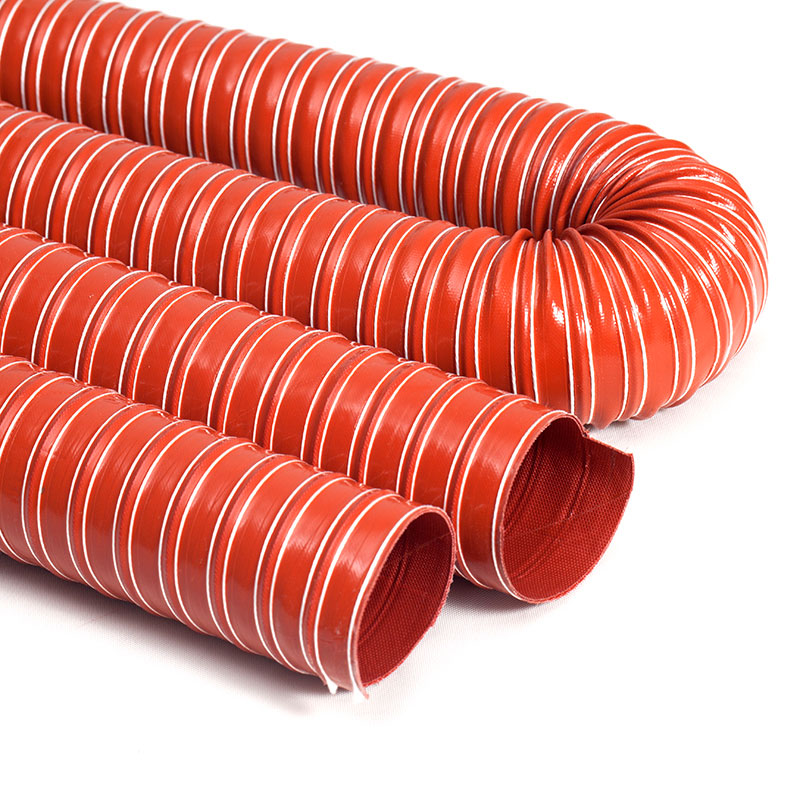
- Silicone Hoses: Ideal for high-temperature scenarios.
- Composite Hoses: Multi-layered, providing excellent chemical resistance.
Classification by Application
- Air Hoses: For compressed air and pneumatic tools.
- Water Hoses: Used in irrigation, construction, and cleaning.
- Chemical Hoses: Handle corrosive chemicals safely.
- Hydraulic Hoses: Designed for high-pressure fluid transfer.
- Food-Grade Hoses: Comply with FDA regulations for edible substances.
Key Features to Consider When Choosing an Industrial Hose
- Material Compatibility: Avoid chemical reactions and ensure safety.
- Operating Temperature Range: Adaptability to heat or cold is crucial.
- Pressure Rating: Prevents hose ruptures and ensures reliable performance.
- Size and Length: Customize based on operational needs.
- Flexibility: Essential for dynamic or confined spaces.
- Certification Requirements: For specialized industries like food or pharmaceuticals.
Common Industries and Applications
Industrial hoses find extensive use across sectors. Here are some examples:
- Automotive and Transportation: Fuel lines and pneumatic systems.
- Construction and Infrastructure: Dust collection and heavy equipment.
- Oil and Gas: Transfer of crude oil, gas, and chemicals.
- Food and Beverage: Hygienic transfer of food products.
- Pharmaceuticals: Safe transport of delicate compounds.
- Chemical Processing: Resilient hoses for hazardous chemicals.

Silicone Hose

Advantages of Using High-Quality Industrial Hoses
- Durability: Prolongs hose lifespan and minimizes replacements.
- Safety: Reduces risks of leaks or failures.
- Efficiency: Enhances operational performance.
- Cost Savings: Lower maintenance and downtime costs.
Maintenance and Troubleshooting Tips
- Regular Inspections: Check for cracks, leaks, and weak spots.
- Proper Storage: Prevent kinks and protect from UV exposure.
- Cleaning Protocols: Remove contaminants after use.
- Addressing Common Issues:
- Leaks: Check couplings and seals.
- Blockages: Flush regularly to maintain flow.
- Kinks: Use anti-kink designs or supports.
Real-Life Case Studies
Case Study 1: Chemical Plant Success
A chemical processing facility improved safety and efficiency by switching to reinforced composite hoses, eliminating frequent ruptures caused by harsh chemicals.
Case Study 2: Food Industry Efficiency
A dairy company adopted customized FDA-approved food-grade hoses, ensuring hygienic milk transfer and reducing downtime due to contamination concerns.
Innovations and Trends in Industrial Hoses
- Advanced Materials: High-strength composites and reinforced rubber improve durability.
- Smart Hoses: Integrated sensors monitor flow and detect leaks in real-time.
- Sustainability: Eco-friendly production and recyclable materials address environmental concerns.
Choosing the Right Supplier
When selecting a supplier, consider the following:
- Certifications: Look for FDA, ISO, or UL compliance for reliability.
- Customization Options: Ensure hoses meet specific operational needs.
- Technical Support: Partner with suppliers offering maintenance and troubleshooting assistance.
Conclusion
Industrial hoses play a vital role in keeping industries running smoothly, efficiently, and safely. By understanding their types, applications, and maintenance, businesses can maximize their benefits. Explore your options today and consult with experts to find the perfect industrial hose for your unique requirements.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}